Electroerosión por hilo
La electroerosión por hilo es un proceso de mecanizado de piezas que se basa en utilizar un hilo de cobre o latón para cortar cualquier contorno de una pieza conductora. IAM dispone de 7 máquinas de corte por electroerosión por hilo.
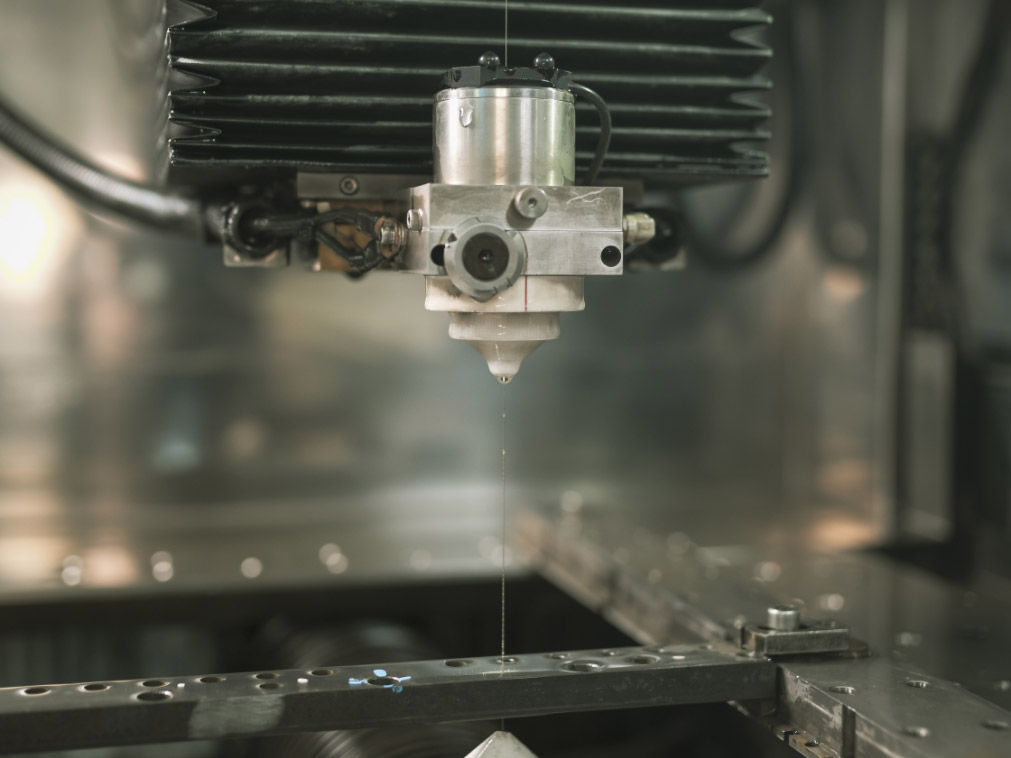
La electroerosión por hilo basa sus principios en un hilo, normalmente de cobre o latón, cargado eléctricamente y controlado por control numérico, que mediante la erosión térmica es capaz de cortar material conducto. Estos cortes son finos y precisos, capaz de conseguir geometrías complejas de gran calidad.
El hilo mencionado, protegido mediante un fluido dieléctrico (agua desionizada), choca con la materia prima de donde se quiere extraer la pieza, formando chispas entre ambos elementos, debido a la serie de descargas de corriente continua emitidas por el primero. En los casos en los que la corrosión no puede ser obstáculo, tanto el hilo como el material a cortar se sumergen en el fluido dieléctrico.
Es el proceso idóneo para cortar detalles finos en matrices pre-endurecidas de estampado y troquelado, ya que el hilo suele tener un diámetro entre 0,25 mm a 0,3 mm, lo que provoca un corte de entre 3 y 4 µmm. En cuanto a las formas interiores, es necesario taladrar primero el material para que el hilo pueda introducirse dentro de ella y pueda cortar la geometría requerida.
El acabado de la pieza final depende de factores como el voltaje, amperaje aplicados, la tensión del hilo o el espesor del material, pero lo que mayormente influye es la velocidad de trabajo: Cuanto menor sea la velocidad de avance del hilo, mejor será la calidad superficial de la pieza.
Esta tecnología es un derivado de la electroerosión por penetración. En la década de 1970, se vio la necesidad de cambiar el electrodo que se empleaba para la extracción de piezas por un hilo conductor para erosionar directamente con el material y obtener cualquier forma con y sin inclinación. De esta forma, se ahorraba en la fabricación de dicho electrodo que debía tener la forma final de la pieza a obtener, consiguiendo de la misma forma un proceso con mayor movilidad.
Otros procesos

Corte por chorro de agua
El corte por corte por chorro de agua es un proceso mecánico en el que, mediante el impacto del agua a alta presión...
-
Corte por chorro de agua
El corte por corte por chorro de agua es un proceso mecánico en el que, mediante el impacto del agua a alta presión...
-
Corte por chorro de agua
El corte por corte por chorro de agua es un proceso mecánico en el que, mediante el impacto del agua a alta presión...
